
摘 要
为了提升安全阀设计、制造和管理水平,开展数字化制造平台建设。基于知识库和PDM技术,建立了安全阀数字化集成设计平台,通过ERP系统进行生产组织管理,基于二维码技术和流程管理技术,建设安全阀总装车间MES系统。
关键词:安全阀,数字化设计,ERP,MES
1.概述
从上世纪八十年代开始,北京航天动力研究所将液体火箭发动机流体控制技术应用于高性能、高可靠性安全阀的产品研发中,经过近30年的发展,已经形成了齐全的产品线,部分技术已经达到国际领先水平。“航天石化”已成为国内安全阀的知名品牌。
随着产业规模不断扩大,生产任务逐年增加,传统工作方式难以满足发展需求,矛盾日益突出。为此,北京航天动力研究所积极推动安全阀的信息化建设工作,以数字化技术改造传统产业。
数字化设计制造是将信息技术、自动化技术、现代管理技术与制造技术相结合,带动产品设计方法和工具的创新和企业管理的创新[1] 。进入21世纪后,数字化技术已经在各个领域得到了广泛应用,通过数字化改造传统制造业已经成为了大势所趋。
2.信息化建设需求分析
从2000年开始,安全阀产业进入了快速发展期,合同额以年均20%的速度增长,但是产品设计手段和管理模式与实际需求的矛盾日益突出,主要表现为:
(1)安全阀设计手段落后。除了借助几个自行编写的计算机小程序以外,很多工作还需要手工进行,大部分设计输出文件要靠人工编写,效率低,录入性的设计错误时有发生。
(2)生产管理效率低,计划性差。安全阀产业是面向订单的生产模式,且呈现“小批量、多订单”的特点。多个订单(少则十几个,多则上百个)同时交叉运行,管理难度极大。管理工作都是采用人工记帐的方式进行,效率极低。而且,生产信息搜集反馈不及时,管理人员无法快速准确地获知实际生产进程。
(3)对文件和质量信息没有进行有效管理。设计制造过程中的文件都是以纸质形式,通过人工传递,效率低、文件易丢失。而且这些技术和管理文件分散存储在工作人员自己的电脑中,没有统一存储和管理,后续查阅极其困难。制造过程形成的质量记录都是人工填写、纸质保存,管理难度更大,无法对质量信息进行便捷地统计分析。
3.安全阀数字化、信息化平台建设
3.1 平台建设的总体设想
开展数字化平台建设的思路开始于2007年。按照当时的设想,要建设一个涵盖安全阀整个产品实现工作(图1)的数字化设计、管理、制造平台。
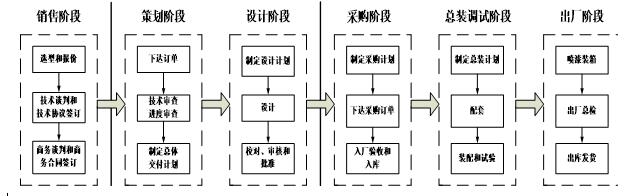
图1 安全阀产品实现流程图
3.2 安全阀数字化集成设计平台的建设和应用
3.2.1 数字化设计平台架构和功能
安全阀数字化集成设计平台涵盖了从订单下达到设计输出的工作环节。从数据管理方面,基于PDM技术,将与产品相关的产品信息和流程信息进行统一管理。PDM,即产品数据管理,是对制造企业产品研发乃至销售过程中的有关信息,进行统一管理的思想及技术。系统详细功能结构如图2所示。该系统完全是自行开发,于2008年启动,2010年1月正式上线运行。

图2 系统功能结构图
3.2.2 产品设计功能组成
产品设计模块是数字化设计平台的主要功能,包括零部件配套、弹簧设计、竣工图设计、总装技术要求、工序和试验参数编制等内容。以往设计人员是利用不同的单机版程序完成上述工作,现在所有工作都集成到一个用户界面上,大幅优化了设计环境。
3.2.3 数字化设计平台知识库
产品设计模块是以知识库为基础构建的,相当于安全阀设计的“专家系统”。知识库是知识工程中结构化、易操作、易利用、全面有组织的知识集群,是针对某一(或某些)领域问题求解的需要,采用某种(或若干)知识表示方式在计算机存储器中存储、组织、管理和使用的互相联系的知识集合。
数字化设计平台的知识库是由规则型数据库和方案累积型数据库组成。规则型数据库是数字化设计平台的核心,也是技术难点。它是将系列化的全套设计方案进行分析抽象,以数据库型式存储和维护的规则集合。方案累积型数据库是将平台上所有产品设计方案以数据库型式存储下来。
3.2.4 基于知识库的产品设计流程
安全阀数字化集成设计平台提供了一个全新的设计工作模式,工作流程如图3所示,具体为:
(1)通过对设计输入参数进行分析,判断是否符合纯系列化产品特征。纯系列化产品是指该产品的设计方案与系列化设计方案完全符合,没有任何个性化要求。判断为纯系列化的产品,系统会依据规则型知识库自动完成配套表编制、总装试验参数、竣工图绘制、配件配套等设计工作。整个过程不需要人为干预,实现了自动设计。
(2)对于非纯系列化产品,系统还提供两个基于知识库的参考设计手段。第一种是系统依据规则型知识库提供与产品具有某些共同特征的系列化设计方案;第二种是系统从方案累积型知识库中查找与产品类似的设计方案。只有完全非系列化、之前也没有类似工程经验的产品,才进行完全的原创设计。
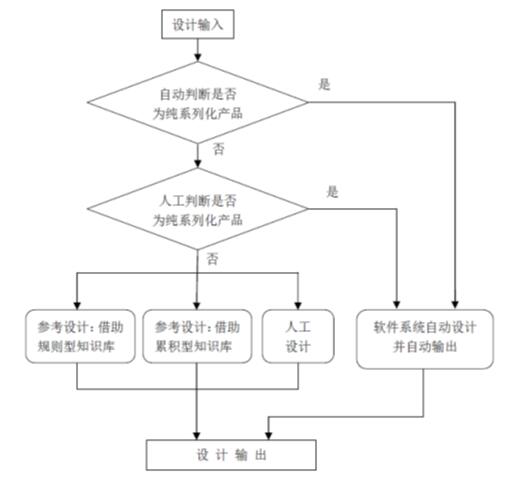
图3 基于知识库的产品设计流程图
3.3 生产ERP管理系统的建设和应用
安全阀生产管理系统采用金蝶K3软件,这是一款成熟的ERP商用软件,以计划与流程控制为主线,包括是计划管理、采购管理、库房管理及生产管理等模块。该项目于2010年启动,2011年6月正式上线运行。
3.3.1 MRP计划管理
MRP,即物料需求计划,是依据主生产计划、物料清单、在库量和在途量等数据,计算得到各种物料需求状况的技术。它根据生产进度计划中规定的最终产品交货日期,编制生产进度计划、对外采购和对内生产计划。利用该技术,可以准确计算出物料需求和精确的需求时间,实现科学地控制库存量。
3.3.2 采购管理
采购管理模块实现了由采购申请单直接下推自动生成采购订单,无需手工输入或变更,并且有高效快捷的订单查询及跟踪功能。同时,提供了零件购买提前期分配、批量采购、供应商库存等供应链管理功能,有效促进了采购订单的执行。
3.3.3 库房管理
在ERP系统中,库房管理是各类数据运算的基础,也是各项工作的核心。该系统除了管理亦庄生产区的库房,还通过VPN的技术手段将外协供应商库房、租用的成品库房也管理起来。既提高了工作效率,又实现了对物料的精确管理。
3.3.4 生产管理
生产管理模块中,最有特色的是其模拟配套功能,该功能是针对指定任务所需零件,依据当前库存进行遍历,给出是否齐套的结论。通过这个工具,有效提高了配套率。生产管理模块还提供了任务进度查询功能,通过生产任务单中的执行状态,可以明确清晰地掌握该订单的实际生产进度情况。
3.4 车间MES管理系统的建设与初步应用
MES,即制造执行系统,是位于计划管理系统与底层工业控制之间的面向车间层的管理信息系统[3]。2015年底,依托中国航天科技集团公司重大工艺专项研究项目“安全阀自动化、信息化总成制造单元设计及应用研究”,启动了MES系统的建设工作。该系统采用的是针对金蝶K3软件开发的富达信息管理系统。目前正在试运行阶段。
3.4.1 二维码技术的应用
利用二维码实现两个功能:
(1)快速识别。针对物料、设备、人员、工序等建立了明确的条码规则。比如,进出库时,以前要通过人工读取零件上的标识来确认所拿的零件是否与进出库单据一致,目前,通过扫零件上的条码,就可以准确地识别物料。
(2)作业信息的读取。比如,按照标准要求,每台安全阀产品都要在其外表面压刻图纸图号、出厂编号等永久性标识。传统方法是人工读取数据,使用钢字头手工打刻,时常会出现读错信息的质量问题。现在,在总装技术文件上打印有该产品的条码,条码中保存有打标所需的所有数据信息。使用具有条码识别功能的打标机,通过扫描条码,自动读取打标数据。
3.4.2 总装工序的流程管理
在MES系统中,建立了各工序间的工序逻辑关系,即前一工序没完成,不能开始后一个工序。同时明确每项工作对检验、设备的要求。操作人员通过扫描“安全阀总装技术要求及试验参数表”上的产品条码,就可以读取将该阀的工艺路线。执行每一个工序时,都会进行核对工作。
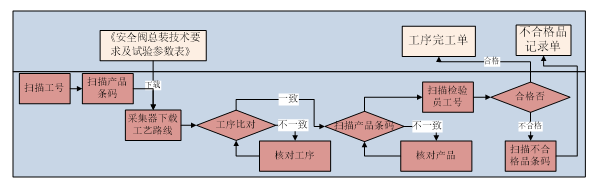
图5 安全阀总装工序管理流程图
3.4.3 生产和质量信息的记录
针对每个工序的操作,MES系统都会自动采集开始和完成时间,并上传到数据库,管理人员通过展示界面,可以实时监督产品的制造过程。人员、设备、产品调节机构的出厂设置、泄漏率等质量信息也会被实时记录,这些数据都储存在系统数据库中,用于后续的分析和统计。
4 应用效果和后期展望
4.1 应用效果
安全阀数字化集成设计生产管理系统上线以来,发挥了巨大的作用,成效显著。
(1)初步实现产品智能化设计,大幅度提高设计效率和设计质量
以往,设计人员完成一台安全阀设计工作至少需要花费约15分钟,采用数字化设计平台,纯系列化阀门的设计时间为0分钟,采用参考设计方式的平均设计时间为2~5分钟,设计总体效率至少提升3倍以上。而且设计质量也得到了大幅度提升,设计差错率已经连续四年保持在1%以内,且呈逐年减小的趋势。
(2)建立了开放可扩展的安全阀产品知识库,实现了对知识的有效管理。其中,规则型数据库共建立25个数据文件,包括规则5万多条,涵盖11个系列产品,覆盖了全部产品的95%。累积型数据库也保存约10万个设计方案。
(3)ERP系统的运行,在供应商评价管理、库存策略制定、生产成本控制、按期交付率统计等方面提供了详实的数据基础,提高了生产管理决策的科学性、合理性及规范性。
4.2 后期工作设想
目前的数字化平台建设还存很多问题,所以信息化工作还要持续推进,不断完善, 最终目标是建设基于模型和大数据的全数字化设计制造平台和信息化管理平台。
(1)很多业务还没有实现信息化、数字化,例如,销售工作缺少客户关系管理和销售系统和网络版的产品选型软件。
(2)安全阀的零部件设计还没有实现参数化、数字化设计,数值仿真也没有集成到设计平台中。
(3)由于采用了不同的软件系统,造成整个平台没有统一的数据库,各系统使用各自的数据。而且系统间的有的数据不能直接传送,需要靠人工从这个系统下载数据包,再导入到另一个系统中,形成了数据孤岛。
结束语
推进数字化技术与安全阀技术的深度融合是一项长期艰巨的任务,虽然已经走了10年,但仍然只是迈出了一小步。后续,我们将持续开展信息化建设,推动数字化设计制造进程,最终实现航天安全阀的“智能制造”。
参考文献

 产品与技术
产品与技术 您现在的位置:
您现在的位置: